 Zamówienia
Zamówienia Kontakt
Kontakt km-maszyny@onet.pl
km-maszyny@onet.pl 15 844 05 11
15 844 05 11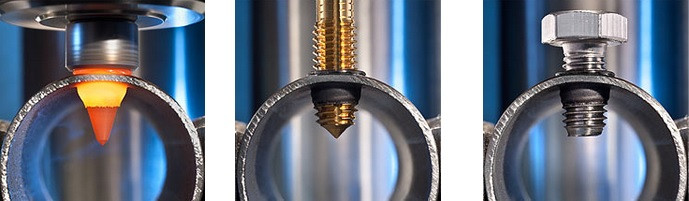
Termowiercenie – THERMDRILL
Na zapytanie
Przed dokonaniem zamówienia potwierdź dostępność
(Cena w potwierdzeniu zamówienia nie uwzględnia kosztów transportu)

Termoplastyczne wiercenie otworów – alternatywne rozwiązanie oszczędzające czas i koszty!
Opis:
- Koniec z luźnymi śrubkami
- Oszczędza irytujących nawiertów
- Łatwy montaż – pasuje do prawie każdej wiertarki Optimum
- Ogromne oszczędności
- Wyprodukowane w Niemczech – gwarancja wysokiej jakości
Jednoczesne połączenie wiercenia i formowania w bezwiórowej metodzie Thermdrill pozwala na uzyskanie nie tylko precyzyjnego otworu, ale także ułatwia przeprowadzenie procesu gwintowania. Wyparty materiał wykorzystywany jest do wykonania kołnierza – bez dodatku obcego materiału (jak w przypadku spawania czy napawania). W tym miejscowym pogrubieniu materiału można uzyskać do trzykrotnie więcej zwojów gwintu. Wynikiem jest bardzo stabilne połączenie gwintowe, odpowiadające najwyższym wymaganiom jakościowym.
Metoda termoplastycznego wiercenia otworów podobna jest do normalnego procesu wiercenia.
1.Krok |
2.Krok Formowanie gwintu |
3.Krok Wytrzymałe, stabilne złącze |



Pojedyńczy zestaw narzędzi Thermdrill umożliwia wykonanie 5000 gwintowanych otworów.
Wiertła Thermdrill do otworów wypieranych stosuje się przy: połączeniach śrubowych, połączeniach lutowanych i spawanych, połączeniach śrubowych, połączeniach lutowanych i spawanych, śrubach samogwintujących oraz kielichowaniu rur.
Zalety termoplastycznego wiercenia:
- Krótki czas wykonania gotowego gwintu
- Zabezpieczenie przed samoczynnym odkręcaniem śruby
- Możliwość silnego dokręcenia śruby w wykonanym gwincie
- Łatwa instalacja systemu Thermdrill na wiertarce
Wiercenie termiczne, termowiercenie – innowacyjne technologia wykonywania otworów w metalach, najczęściej gwintowanych, alternatywa dla nakrętek spawanych i nitonakrętek. Otwory wykonywane są specjalnymi narzędziami zwanymi wiertłami termicznymi.
Zalety:
- Niska cena
- Krótszy czas wykonania otworu w porównaniu do konwencjonalnych metod
- Wytrzymały gwint
- Obróbka bezwiórowa (szczególnie ważne przy wykonywaniu otworów w długich zamkniętych profilach, do których nie mogą przedostać się zanieczyszczenia)
- Możliwość wykonywania otworów w różnych materiałach (stal zwykła konstrukcyjna, stal nierdzewna, stal kwasoodporna, metale nieżelazne, aluminium, miedź, mosiądz i inne)
- Szeroki zakres rozmiarowy narzędzi oraz ich trwałość, brak potrzeb ostrzenia narzędzi
Termowiercenie to alternatywa dla nakrętek spawanych i nitonakrętek oraz innych technik połączeniowych.
Wiertła do otworów wypieranych stosuje się m.in. przy:
- Połączeniach śrubowych
- Połączeniach lutowanych i spawanych
- Gniazdach łożyskowych / pasowaniach
- Śrubach samo-gwintujących
- Kielichowaniu rur
Materiały w których można wiercić:
- Stal zwykła i nierdzewna
- Aluminium
- Miedź
- Mosiądz
- Inne metale
Uniwersalność !!!
Możliwość wykonywania otworów w różnych materiałach przy użyciu jednego narzędzia. Uchwyt z dyskiem chłodzącym jest uniwersalny, można wymieniać wyłącznie same narzędzia podczas wykonywania otworów o różnych średnicach.
Metoda termicznego wiercenia tarciowego (termowiercenia) otworów pozwala na wykonanie do 10.000 otworów jednym narzędziem.
Poprzez połączenie wiercenia oraz formowania uzyskuje się za pomocą bezwiórowej metody Thermdrill, Flowdrill, Formdrill i Centerdrill to nie tylko precyzyjny otwór. Wyparty materiał wykorzystywany jest do wykonania kołnierza – zupełnie bez udziału dodatkowego materiału. W tym miejscowym pogrubieniu materiału można uzyskać ok. 3-krotnie więcej zwojów gwintu. Wynikiem jest bardzo stabilne połączenie gwintowe, odpowiadające najwyższym wymaganiom jakościowym.
Dzięki temu bezwiórowemu procesowi do wnętrza profilu nie dostają się żadne wióry. Zbędne staje się pracochłonne czyszczenie.


Dlaczego warto wybrać technologię wiercenia termicznego?
- Oszczędność czasu i pieniędzy
- Wysoka jakość oraz trwałość otworu i gwintu
Wszystko dzięki:
- Krótszemu czasowi wykonania otworu w porównaniu do tradycyjnych metod
- Wysokiej wydajności i trwałości narzędzia, brak potrzeby ostrzenia i chłodzenia
- Możliwości zastosowania w obrabiarkach konwencjonalnych i CNC
- Obróbce bezwiórowej
- Walcowanemu gwintowi
- Łatwości użycia
- Jakości firmy Ontool
Rekomendowane wiertarki do systemu wiercenia THERMDRILL:
– Wiertarka stołowa kolumnowa OPTIdrill B 24 H (230 V) [302 0241]
– Wiertarka stołowa kolumnowa OPTIdrill B 24 H (400 V) [302 0243]
– Wiertarka stołowa kolumnowa OPTIdrill B 24HV [302 0245]
– Wiertarka stołowa kolumnowa OPTIdrill B 28 H [302 0283]
– Wiertarka stołowa kolumnowa OPTIdrill B 28HV [302 0285]
– Wiertarka stołowa kolumnowa OPTIdrill B 34 H [302 0333]
– Wiertarka stołowa kolumnowa OPTIdrill B 34HV [302 0335]
Wiertła:
| Rozmiar | Typ | Max. grubość materiału | Nr katalogowy | Typ | Max. grubość materiału | Nr katalogowy | |
| Typ formujący | Typ odcinający | ||||||
| M4 | krótki | 1.5 | 3060104 | krótki | 2.0 | 3060164 | |
| długi | 2.5 | 3060124 | długi | 4.0 | 3060144 | ||
| M5 | krótki | 2.0 | 3060105 | krótki | 3.0 | 3060165 | |
| długi | 3.0 | 3060125 | długi | 4.5 | 3060145 | ||
| M6 | krótki | 2.0 | 3060106 | krótki | 3.0 | 3060166 | |
| długi | 3.5 | 3060126 | długi | 5.0 | 3060146 | ||
| M8 | krótki | 2.5 | 3060108 | krótki | 4.0 | 3060168 | |
| długi | 4.0 | 3060128 | długi | 6.0 | 3060148 | ||
| M10 | krótki | 2.5 | 3060110 | krótki | 4.0 | 3060170 | |
| długi | 4.5 | 3060130 | długi | 6.5 | 3060150 | ||
| M12 | krótki | 2.5 | 3060112 | krótki | 4.0 | 3060172 | |
| długi | 4.5 | 3060132 | długi | 6.5 | 3060152 | ||
Gwintownik:
| Rozmiar | Nr katalogowy | |
| M4 x 0.7 | 3060184 | |
| M5 x 0.8 | 3060185 | |
| M6 x 1.0 | 3060186 | |
| M8 x 1.25 | 3060188 | |
| M10 x 1.25 | 3060190 | |
| M12 x 1.25 | 3060192 |
Zestaw wiertło + gwintownik
Zestaw niezbędny do wykonywania termowiercenia [3060004]
Zestaw zawiera:
- Klucze płaskie i kablowe
- Uchwyt narzędziowy z pierścieniem chłodzącym MT 3
- MK 3 – adapter ze stożkiem Morse’a B 16
- MK 2 – adapter ze stożkiem Morse’a B 16
- Tuleje zaciskowe (Ø 6/8/10/12 mm)
- Walizka